關(guān)于激光焊接��,你應(yīng)該知曉這些...
填絲焊����、等離子焊、激光焊——焊接術(shù)語的范圍和這個(gè)技術(shù)本身一樣廣泛多變���。激光焊接和激光釬焊是熱接縫方法中的兩種標(biāo)準(zhǔn)化的接縫工藝����。
激光焊接的優(yōu)勢:
① 小區(qū)域內(nèi)選擇性的能量應(yīng)用:減少熱應(yīng)力和減小熱影響區(qū)���,極低的畸變��。
② 接合縫窄���、表面平滑:減少甚至消滅再加工。
③ 縮短加工周期��,速度是傳統(tǒng)焊接的8-10倍�����。
④ 激光焊的操作難度要小的多,特別適用于自動(dòng)化技術(shù)����。
⑤ 高強(qiáng)度與低焊接體積結(jié)合:焊接后的工件可以經(jīng)受彎曲或者液壓成形��。
⑥ 激光束可以不接觸工件表面或者不對工件施加力的情況下產(chǎn)生焊點(diǎn)��。
激光焊/激光釬焊搭配激光視覺傳感器將會(huì)對工件焊接的質(zhì)量�����、精度�����、效率大幅度提高���。
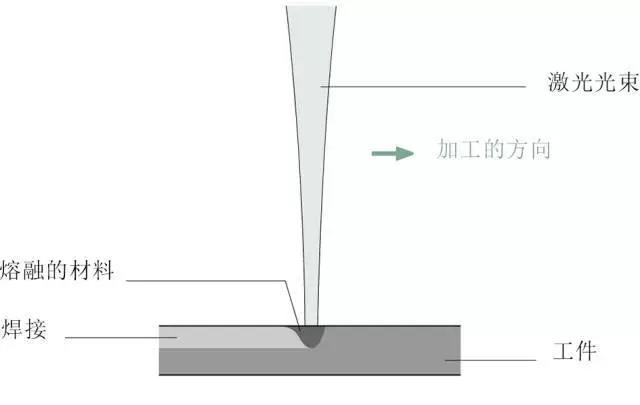
(激光焊示意圖)
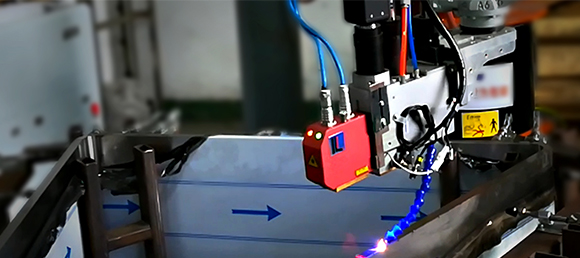
(不銹鋼架跟蹤激光焊接)
激光焊和釬焊
熱傳導(dǎo)焊接中���,激光束沿著共同的接縫熔化相配零件,熔融材料流到一起并凝固��,產(chǎn)生一個(gè)不需要額外研磨或精加工的平滑、圓形的焊縫���。
深熔焊的特征在于快速的焊接速度����,熱影響區(qū)很小����,畸變可控制在最低限度,常用于需要深熔焊接或者多層材料需要同時(shí)焊接的應(yīng)用中����。
激光釬焊中,相配零件通過填充材料或者釬料連接在一起����。釬料的熔化溫度低于母材的熔化溫度,在釬焊過程中只有釬料被熔化���,相配零件僅被加熱��。釬料熔化流入到零件之間的缺口并與工件表面結(jié)合(擴(kuò)散結(jié)合)����。常用于汽車車身加工,比如后備箱蓋或者車頂���。
如何更好的提高焊接質(zhì)量
傳感器用于檢測和調(diào)節(jié)某些參數(shù)�,包括工作距離����、激光束在接縫間隙的位置、光學(xué)透鏡調(diào)整角度以及填充材料的數(shù)量��,以保證零件加工過程中的焊接質(zhì)量��,并且檢測出劣質(zhì)的零件�。
英萊科技自主研發(fā)的激光視覺焊縫跟蹤系統(tǒng)主要由激光傳感器和控制主機(jī)組成��,激光傳感器用于焊縫信息的主動(dòng)采集���,控制主機(jī)負(fù)責(zé)焊縫信息的實(shí)時(shí)處理���,并與工業(yè)機(jī)器人或焊接專機(jī)保持實(shí)時(shí)通信,具有尋位和跟蹤功能����,滿足智能化焊接的需求。
焊縫跟蹤
英萊激光視覺焊縫跟蹤系統(tǒng),具有尋位與跟蹤功能���,同時(shí)檢測周期短���,響應(yīng)速度快,因此既能滿足定位又適合過程矯正�����。產(chǎn)品在性能�、功能和應(yīng)用上通過了KUKA德國技術(shù)中心的測試,成為KUKA機(jī)器人系統(tǒng)軟件直接支持的全球第四家激光視覺傳感器品牌���。
同時(shí)可適配KUKA���、FANUC、ABB��、YASKAWA�、Panasonic、Kawasaki��、Staubli等工業(yè)機(jī)器人��。傳感器產(chǎn)品設(shè)計(jì)精巧,且具有較好的防震設(shè)計(jì)����,激光頭滿足IP65防護(hù)等級。
其中高速傳感器系列��,專門為適配激光焊接而設(shè)計(jì)��,具有精度高����,響應(yīng)快,穩(wěn)定性強(qiáng)的優(yōu)勢�����。
實(shí)時(shí)監(jiān)視整個(gè)過程
激光視覺傳感器與激光焊搭配�,對焊接過程監(jiān)測會(huì)更全面���。
焊接前傳感器位于焊點(diǎn)之前追蹤焊縫和定位激光束�。焊接中傳感器使用照相機(jī)檢測焊縫��,基于相機(jī)的系統(tǒng)分析鎖眼和焊接池��。焊接后傳感器檢查完成的焊點(diǎn),確定焊點(diǎn)是否符合質(zhì)量要求�。
傳感器依靠程序化的極限值來區(qū)別零件的優(yōu)劣。
激光焊接將變得更容易
激光焊接搭配激光視覺傳感器可實(shí)現(xiàn)大范圍應(yīng)用���。高質(zhì)量�����、極小的再加工��、低成本效益成為大力推廣激光焊接工藝的有力論據(jù)�。未來激光焊接工藝會(huì)變成像激光切割那樣成熟��。
免責(zé)聲明:本文系網(wǎng)絡(luò)轉(zhuǎn)載�,版權(quán)歸原作者所有。但因轉(zhuǎn)載眾多�,無法確認(rèn)真正原始作者,故僅標(biāo)明轉(zhuǎn)載來源����。本文所用視頻、圖片���、文字如涉及作品版權(quán)問題��,請第一時(shí)間告知��,我們將根據(jù)您提供的證明材料確認(rèn)版權(quán)并按國家標(biāo)準(zhǔn)支付稿酬或立即刪除內(nèi)容��!本文內(nèi)容為原作者觀點(diǎn)���,并不代表本公眾號贊同其觀點(diǎn)和對其真實(shí)性負(fù)責(zé)��。





.png)
